您好,欢迎登陆沧州赫杰五金制品有限公司网站,驰业科技十年专注电源外壳,新能源外壳,模块电源外壳的生产和研究,虔诚期待您的来电或来厂洽谈!






模块电源外壳的成型质量和生产工序
作者:赫杰五金 发布时间:2022-05-17
内容摘要:从目前的金属工件来说,有很大一部分是经过冲压榨成的成品,比如汽车的车身、散热器片,容器的壳体、电机,电器的铁芯硅钢片等。
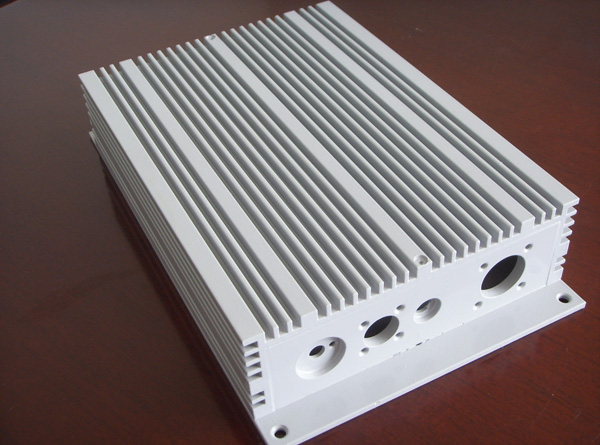
模块电源外壳的成型质量如何提升?
1、从目前的金属工件来说,有很大一部分是经过冲压榨成的成品,比如汽车的车身、散热器片,容器的壳体、电机,电器的铁芯硅钢片等。
2、模块电源外壳存在薄、匀、轻、强的特性,因为可以用来制造那些带有增强筋、肋、盘曲或翻边的工件,以提升其刚性,同时还能确定成品质量和合格率不错。
3、在加工的时候,只要采取复合模,就能实现在一台压力机上完成多道冲压技术操作,提升了模块电源外壳的生产速率。
4、模块电源外壳是在冲压力的作用下有的,因此会有相应的变形,尺寸、形状等方面也有相应的变形。对于模块电源外壳来说,板料、模具和设备是其成形过程中不可少的三要素,对模块电源外壳的成型质量起到了重要的作用。
形成五金模块电源外壳产物呈现间隙的原因:
1、冲模布局分歧理,冲模及功课部门刚度不可,冲裁力不服衡等。
2、模具安装过失,导向部门间隙大、凸凹模安装分歧心等。
3、模具制造过失,冲模零件加工不适当图纸、底板平行度不好等。
4、安装故障,如冲模上下底板的表面不清洁或大型模具上模的紧固方式不正确,将模具的上下模安装(是无导向柱的模具)分开,导致作业部门的倾斜。
5、压力机精度差,如压力机导轨间隙过大,滑块底表面与工作台表面的平行性不好,或滑块冲程和压力机台面冲程不好,工作台刚性差,冲裁时产生挠度,从而引起间隙的变化。
影响五金模块电源外壳质量的因素有哪些?下面,为您详细解答:
1、模块电源外壳在冲压过程中,因为资料的心里不受破坏,故有好的心里质量,外赏玩滑美观,这为心里喷漆、电镀、磷化及此外心里处置供应了任意条件;
2、冲压用板料的外表和外延听从对冲压废品的质量影响很大,乞求冲压资料厚度大略、均匀;外表光亮,无疤、无擦伤、无外表裂纹等;遵守强度均匀,无领略偏向性;均匀舒展率不错;屈强比低;加工硬化性低;
3、模块电源外壳是在质料破耗不大的前提下,经冲压迫作出来的,其零件分量轻、刚度好,而且板料经过塑性变形后,金属内部的布局结构失掉改进,使模块电源外壳强度有所前进;
4、模块电源外壳具有较不错的尺度精度,同模件尺度均匀共同,有好的互换性。不需要进一步机械加工即可达到一般的装配和使用要求;
模块电源外壳的生产基本工序如下:
1、冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
2、拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
3、局部成形:用各种不同性质的局部变形来改变毛坯或模块电源外壳形状的冲压工序(包括翻边、胀形、校平和工序等)。
4、弯曲:将板料沿弯曲线弯成相应的角度和形状的冲压工序。
模块电源外壳的加工流程,也就是所谓的工艺流程,随着钣金件结构的差异,工艺流程可能各不相同:
1、冲床下料,是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形,其优点是耗费工时短,速率不错,可减少加工成本,在批量生产时经常用到。
2、激光下料,是利用激光切割方式,在一块铁板上将其平板件的结构形状切割出来。
3、下料,下料的方式有很多种,主要有以下几种方式:剪床下料。是利用剪床剪出展开图的外形长宽尺寸,若有冲孔、切角的,再转冲床结合模具冲孔、切角成形。
4、绘制展开图,也就是将一结构复杂的零件展开成一个平板件。
5、设计并绘出其钣金件的零件图,又叫三视图。其作用是用图纸方式将其钣金件的结构表达出来。
6、NC数控下料,NC下料时起先要编写数控加工程序。就是利用编程软件,将绘制的展开图编写成NC数控加工机床可识别的程序,让其跟据这些程序一步一步的在一块铁板上,将其平板件的结构形状冲制出来。






十年来我们始终专注于阀门的生产与研究
我们有的阀门维护队伍
我们注重产品质量的同时也注重产品售后服务
我公司以与二千余家客户建立长期供货合作关系
 电话:0317-8767441
电话:0317-8767441传真:0317-8768441
手机:13833733818
联系人:葛经理
网址:www.czhjwjzp.com
地址:河北省沧州市南皮县冯家口镇车官屯村
